

An OEM of material handling machines was searching for a way to reduce product costs for the rollers used in its machines. The company was buying products from various vendors and wanted to reduce excessive handling as the part was transferred from group to group within the company during manufacturing. Since roller manufacturing wasn’t the company’s core competency, they felt that if they could find a company that specializes in it, they may find savings in outsourcing them.
“We did the work internally,” a company representative said. “So there was definitely some value added to have somebody else be able to put together our cores and our product.”
An internet search by the company turned up Enbi Group, a custom precision roller manufacturer that specializes in inertia friction welding to find more information on how the process works. After further research, the company was certain that this was just what they were looking for. They met with Enbi Group to discuss their needs. Everything they were looking for, Enbi was able to deliver.
The one element that led to huge savings was Enbi Group’ advanced competency in inertia welding. With inertia friction welding one part of the component is rotated to a preset high speed. The two parts are then forced together, stopping the rotation. The stored rotational kinetic energy forges the metals (even dissimilar metals) without using filler material, which produces a joint strength equal to or greater than the strength of the parent metals. By using friction welding instead of machining, waste and time are significantly reduced.
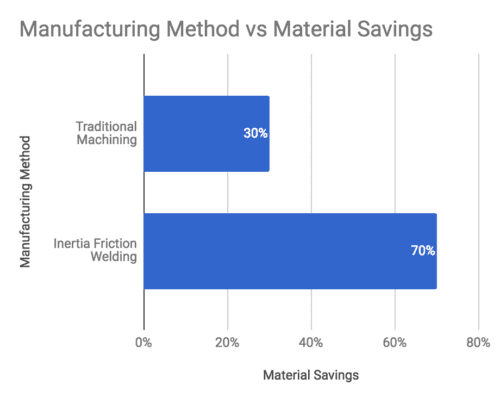
Typically, when the OEM company was manufacturing a large journal, the cores were made from three pieces. They would take a billet that is 12 inches long and 4 inches in diameter and turn it down into various thickness shafts. The material loss from this machining process can range anywhere from 40 to 70 percent.
“The interesting thing about their process is that they can offer us benefits without losing material,” the OEM rep said. “They can friction weld a lot of different size diameters together to get the same effect.”
“For us to run a typical roll journal type process, we are going to lose at least 50 percent of the material through the machining process. Maybe 2 to 3 inches of the journal will go into the tube, and the other 6 to 10 inches of the journal will be machined down to 2 inches or less,” he explained. “Two thirds of the billet will go from a 4 inch diameter to 2 inches or less, so you have a substantial amount of metal chips you are wasting. Their process brings a significant reduction in material loss.”
The OEM is finding savings in material reduction as well as saving time. Not only is time saved by eliminating extra machining, time is saved in the assembly process, as well. Less processing time equated to a large cost savings for the company.

“Considering the assembly process alone, if we were to assemble a roll, it could take us 15 minutes per roll. You have to heat the tube up to the point it expands, which takes time, and insert the journal to complete the induction welding process. This is done to both ends,” the OEM rep said. “For them to do it using friction welding, for both sides, it takes about two minutes. When you multiply that difference by 50 rollers, it is a significant savings.”
The OEM has been working with Enbi Group for two years and continues to enjoy the benefits of inertia friction welding.
“They have been very good for our business. The quality of the product is good and they have reduced our weight, scrap, and cost. I have had nothing but good interactions with them, and I think they do a very good job,” the OEM rep said.


