The major difference between Inertia Friction Welding and traditional welding is that inertia friction welding is a solid state welding process, where the material never reaches a melted liquid form. Instead, materials being welded reach a plasticized state. The process uses kinetic energy to spin one piece and then lateral force to join materials together. This is also considered a forge welding technique.
THE INERTIA FRICTION WELDING PROCESS EXPLAINED STEP-BY-STEP
Step One: Planning And Preparation
Inertia Friction Welding is a very scientific process. Different types of metals have different qualities that give them various heat tolerances, strength, and other features. When planning a weld, the type of materials being used will determine several things: the rotational speed needed for the flywheel, and the precise amount of force needed in the lateral thrust to successfully join the two pieces.
An incredible benefit of this process is that it can actually weld dissimilar metals, where traditional welding cannot. With that, there will be different settings needed for each metal combination. Once the materials are chosen, the correct settings can be programmed into the machine. This means it is a computed weld and is easily programmable.

Step Two: Pre-Contact (Inertia)
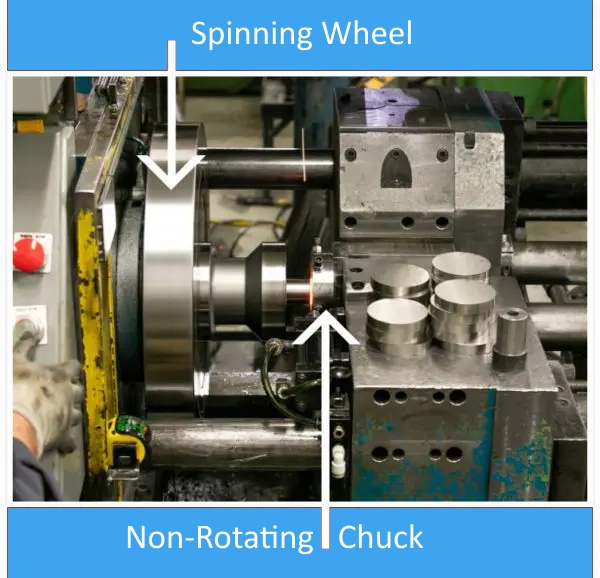
The two pieces to be welded are inserted into the appropriate receptacle. One piece will be inserted into a spindle chuck with a flywheel, and this is the piece which will spin. A second piece is inserted into a non-rotating chuck/fixture, which can move on a lateral hydraulic axis.
The first piece begins to spin, reaching the amount of speed pre-determined by the type of material. As the spinning reaches the top speed, the INERTIA of spinning will build up tremendous amounts of kinetic energy into the first piece.
Step Three: Contact (Friction)
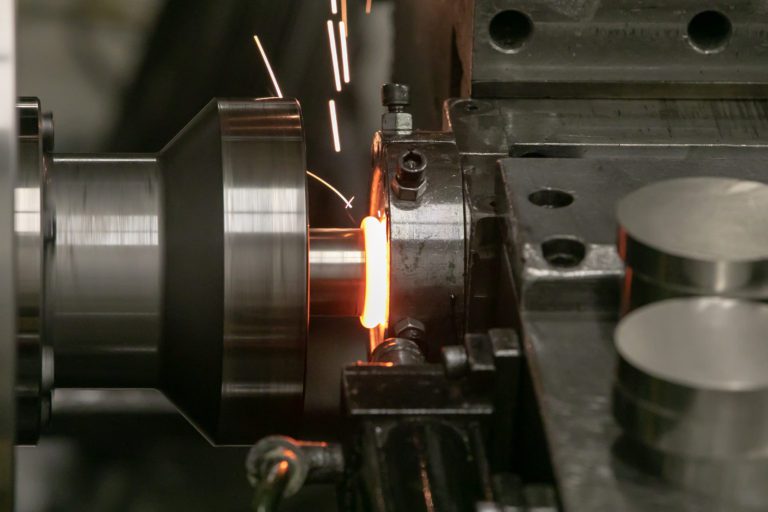
Once the flywheel has reached the predetermined speed, powered rotation stops, leaving the flywheel spinning in a freewheel state with the built-up kinetic energy. The non-rotating part is then thrust forward so the two pieces meet. This causes extreme FRICTION.
This friction then slows down the flywheel and converts all that stored up kinetic energy into frictional heat. This heat is enough to soften the metal on both pieces, but will not actually melt them into a liquid state. Instead, both pieces now have metal in a plasticized state, which means they are soft and malleable.

Step Four: Bonding
Additional thrust from the non-rotating piece will cause plastic displacement, meaning materials from each piece will flow evenly into each other, creating a full cross-sectional bond. As complex as this process sounds, the actual weld happens in a matter of seconds.
One of the more incredible aspects of inertia friction welding happens here: due to the spinning and hot-working of the metal interface, all impurities and voids are expelled.

5 TYPES OF FRICTION WELDING
1. Inertia Friction Welding
What is inertia friction welding? Inertia friction welding features different sized flywheels that are attached to the chuck and spindle shaft. A motor is connected to the spindle shaft to rotate the part. At the start of the welding cycle, the motor is connected to the spindle shaft and rotates the part to the desired rotational speed. Once the desired speed is achieved, the motor is disconnected from the spindle shaft. Based on the weight of the part, spindle shaft, chuck, and flywheels, a rotational inertia is created by the free spinning components. At this point the frictional welded process as described above takes place, utilizing the rotational inertia to create frictional heat when the parts are brought together. Learn why you should combine inertia welding with CNC machining.
2. Direct Drive Friction Welding
In this process, the spindle drive motor is permanently attached to the spindle shaft. The motor continues to drive the rotating part as the two pieces are brought together, thus creating the frictional heat. Based on a defined CNC program, the spindle is continuously slowed as the welding process takes place, stopping the spindle at a pre-determined point. This type of friction welding is beneficial when a specific orientation between the welded components is desired.
3. Linear Friction Welding
This process is similar to Inertia Friction Welding; however, the moving chuck doesn’t spin. Instead, it oscillates in a lateral motion. The two work pieces are held under pressure throughout the entire process. This process requires the work pieces to feature a high shear strength and involves more complicated machinery than inertia welding. One benefit of this method isit offers the capability to join parts of any shape (instead of just circular interfaces).
4. Friction Stir Welding (FSW)
FSW is a solid-state joining process that uses a non-consumable tool to join two facing work pieces. Heat is generated by friction between the rotating tool and the work piece material, which leads to a softened region at the interface. While the tool is traversed along the joint line, it mechanically intermixes the softened material of the two pieces of metal, and forges the weld interface through mechanical pressure applied by the tool. FSW is used in modern shipbuilding, trains, and aerospace applications.
5. Orbital Friction Welding
Orbital friction welding is similar to rotary friction welding, but both of the welded parts are rotated in the same direction and at the same speed, but their axes offset by up to 1/8”. As the weld cycle is completed and the rotation is slowed, the parts are returned to the same axis, and the forging pressure is maintained while the materials re-solidify.
APPLICATIONS
Friction welding can be used to build better industrial rollers, tubes, and shafts. The process is often used to manufacture these sub-assemblies for industrial printers, material handling equipment, as well as automotive, aerospace, marine, and oil applications. Other examples of components include gears, axle tubes, drive lines, valves, hydraulic piston rods, truck roller bushes, pump shafts, drill bits, connection rods, etc.
THE BENEFITS OF INERTIA FRICTION WELDING FOR BUSINESSES
- Reduces cost in many ways
- Lowers material costs
- Lowers tooling costs
- Lowers Research and Development costs
- Lowers machining costs
- High-speed process means high production rates and larger quantity orders
- In turn, creates higher speed to market for final products
- Process is extremely precise and highly repeatable
- Process reduces (sometimes eliminates) the amount of scrap material
- Environmentally friendly: produces no fumes, gas, or smoke
- Speed and process combined help reduce energy consumption
BENEFITS OF INERTIA FRICTION WELDING VS TRADITIONAL WELDING
- Can join dissimilar metals – traditional welding cannot
- Can weld a variety of pieces
- Simple to complex shapes
- Material of any finish
- Material usage is optimized: near net shapes achieved in short time
- No filler materials are necessary
- Preparation of pieces is minimal
- Variety of surfaces are weldable as is
- Spinning actions lead to self-cleaning of surfaces
- Significantly reduces the size of the heat affected zone (HAZ)
- 100% weld through the full joint interface
- Joint strength is equal or greater to that of the parent metals
- Integrity of these welds are very reliable
- Resulting joints can withstand high temperatures
For an in-depth explanation of every benefit Inertia Friction Welding has to offer, follow the link.
Learn More About Inertia Friction Welding

Find your local Enbi facility to enquire about our manufacturing options
Urgent technical question? Contact our experienced engineers for advice.